انتخاب مواد اولیه جهت ساخت مدل ریخته گری
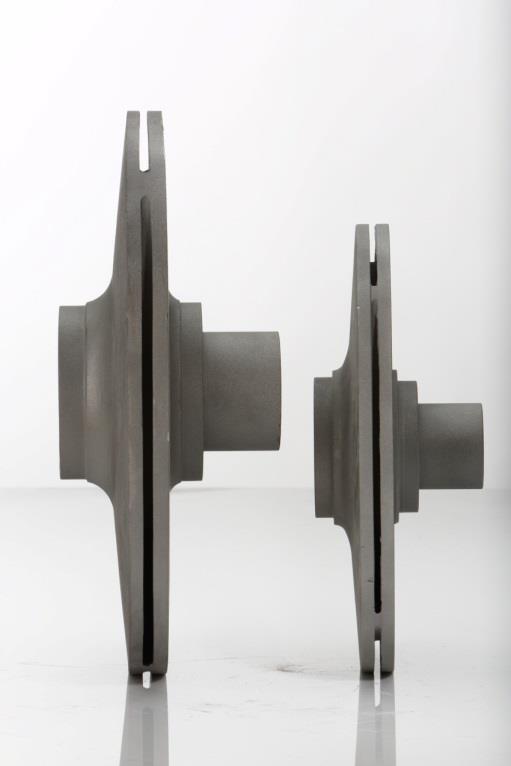
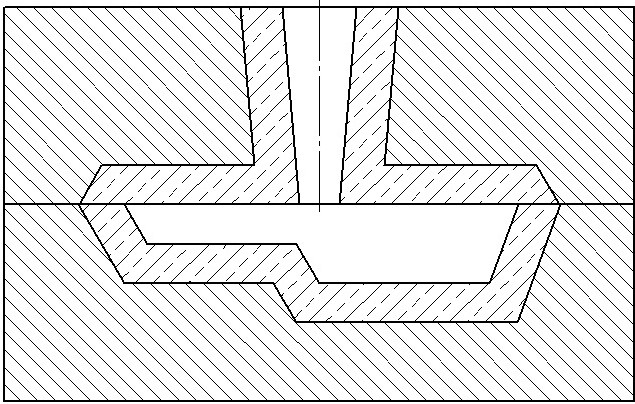
در این مطلب می خواهم کمی در مورد نکات مربوط به ساخت مدل ریخته گری و جعبه ماهیچه مربوط صحبت کنم. مدلی که ساخته می شود جهت ریخته گری به روش شاو است. در این روش جهت ساخت جعبه ماهیچه الزامی به استفاده از آلومینیوم جهت ساخت جعبه ماهیچه نمی باشد. بنابراین از چوب و موم جهت ساخت مدل ریخته گری و جعبه ماهیچه استفاده می شود.

+ نوشته شده در یکشنبه ۲۰ خرداد ۱۴۰۳ ساعت 9:57 توسط میرسیدی
|



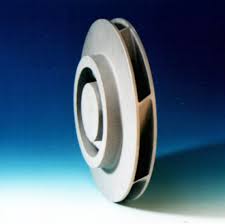

 اطلاعات و خدمات در زمینه ریخته گری فلزات به روش ریخته گری دقیق با قالب سرامیکی تولید شده به روش shaw
اطلاعات و خدمات در زمینه ریخته گری فلزات به روش ریخته گری دقیق با قالب سرامیکی تولید شده به روش shaw